|
|
| ब्रांड नाम: | XWH |
| मॉडल संख्या: | D(N)B--100, D(N)B--160, D(N)B--200, D(N)B--250 |
| मूक: | 1 |
| मूल्य: | USD29000-USD39000 |
| पैकेजिंग विवरण: | Wooden Case |
| भुगतान की शर्तें: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
![]()
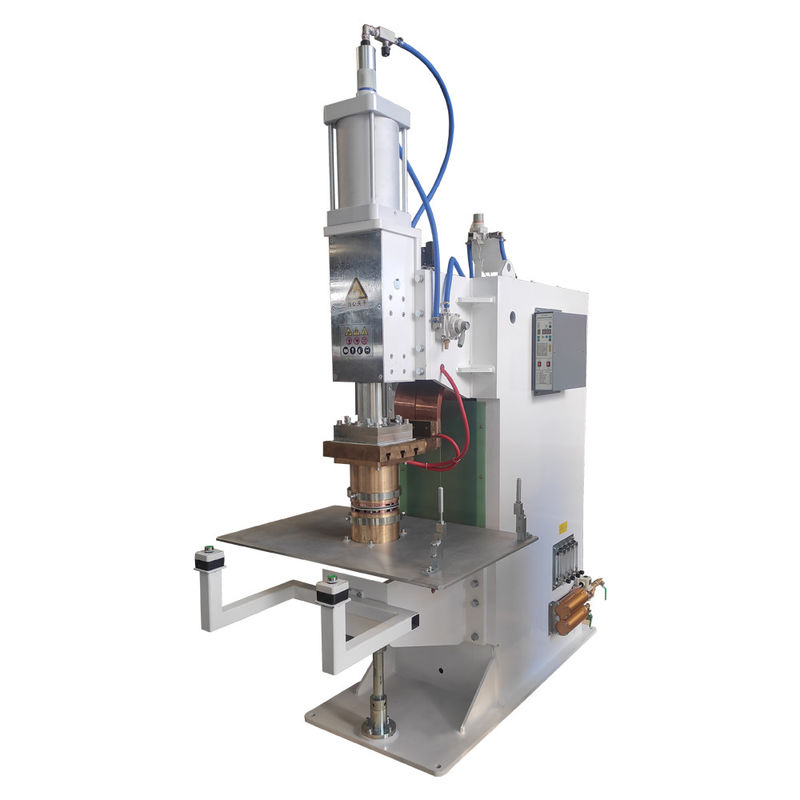
डीसी इन्वर्टर प्रेसिजन स्टील डोर एल्यूमीनियम स्टड मल्टी हेड स्पॉट वेल्डिंग मशीन
उत्पाद का परिचय
मल्टी हेड स्पॉट वेल्डिंग मशीन मुख्य रूप से मशीन बॉडी, ट्रांसफार्मर, ऊपरी और निचले प्रक्षेपण वेल्डिंग प्लेटफॉर्म (विशेष प्रक्षेपण वेल्डिंग मशीन) से बनी होती है।ऊपरी और निचले वेल्डिंग आर्म बॉडी (विशेष स्पॉट वेल्डिंग मशीन), गैस सर्किट (दबाव) प्रणाली, पानी सर्किट (कूलिंग) प्रणाली, नियंत्रक और मैनुअल स्विच।
तकनीकी मापदंड
| मॉडल/आइटम | डीएन ((बी) -100 | D(N) B-160 | D(N) B--200 | D ((N) B-250 |
| नाममात्र शक्ति (KVA) | 100 | 160 | 200 | 250 |
| शक्ति इनपुट ((V) | 3φAC 380V | 3φAC 380V | 3φAC 380V | 3φAC 380V |
| मैक्स. शॉर्ट सर्किट करंट ((KA) | 30 | 40 | 40 | 45 |
| अधिकतम बल (एन) | 6000 | 6000 | 10000 | 15000 |
| इलेक्ट्रोड की लंबाई ((एमएम) | 450 | 450 | 450 | 500 |
| कामकाजी स्ट्रोक (एमएम) | 80 | 80 | 80 | 80 |
| ठंडा करने की खपत ((L/min) | 20 | 20 | 20 | 20 |
| अधिकतम वेल्डिंग क्षमता ((एमएम) | 3.0 + 3.0 | 4.0 + 4.0 | 5.0+50 | 6.0 + 6.0 |
लाभ
1. वेल्डिंग करंट DC है. जब माध्यमिक घुमाव में प्रेरक/चुंबकीय सामग्री होती है, तो वेल्डिंग प्रभावित नहीं होगी;
2स्थिर स्पॉट वेल्डिंग मशीन का शरीर मोटी हुई स्टील प्लेट द्वारा डाला जाता है, और शरीर स्थिर होता है।
3ऊपरी और निचले इलेक्ट्रोड सहायक दबाव के साथ उच्च प्रवाहकीय सामग्री से बने होते हैं, जिसमें अच्छा वेल्डिंग प्रभाव और उच्च दक्षता होती है।आंतरिक जल शीतलन प्रणाली वेल्डिंग तापमान को कम कर सकती है.
4स्पॉट वेल्डर वेल्डिंग मोड के 15 समूहों को स्टोर कर सकता है, जो विभिन्न वर्कपीस की आवश्यकताओं को पूरा कर सकता है।
प्रमुख संरचना
![]()
![]()
कार्य सिद्धांत
"दबाव", "वेल्डिंग", "रखरखाव", "विराम" और अन्य प्रक्रियाओं के समय नियंत्रण वेल्डिंग वर्कपीस की प्रक्रिया में स्पॉट वेल्डिंग नियंत्रक में समय नियामक द्वारा पूरा किया जाता है।प्रत्येक प्रक्रिया के लिए आवश्यक समय और वेल्डिंग धारा का आकार (i"वेल्डिंग विनिर्देश") पूर्व निर्धारित किया जाना चाहिए।
जब वेल्डिंग मशीन वेल्डिंग है, पहले वेल्डिंग टंग्स के इलेक्ट्रोड के बीच workpiece जगह, तो मैन्युअल रूप से स्विच दबाएं, "दबाव" कार्यक्रम शुरू होता है, सोलेनोइड वाल्व कार्य करता है,और वेल्डिंग टंग्स के इलेक्ट्रोड को कार्य करने के लिए वेल्डिंग मशीन के सिलेंडर में संपीड़ित हवा प्रवेश करती है, और फिर वर्कपीस को कसकर दबाता है; एक उपयुक्त देरी के बाद,"वेल्डिंग" प्रक्रिया शुरू होती हैइस समय वेल्डिंग ट्रांसफार्मर का प्राथमिक कॉइल ट्रिगर किए गए थाइरिस्टोर (जिसके प्रवाह कोण को नियंत्रित किया जा सकता है) के माध्यम से बिजली की आपूर्ति से जुड़ा हुआ है,और माध्यमिक वेल्डिंग वर्तमान काम टुकड़ा वेल्ड करने के लिए उत्पन्न होता है"वेल्डिंग" प्रक्रिया के पश्चात, थाइरिस्टोर को बंद कर दिया जाता है, ट्रांसफार्मर के प्राथमिक कॉइल को बंद कर दिया जाता है और वेल्डिंग मशीन "रखरखाव" प्रक्रिया में प्रवेश करती है।एक समय के लिए दबाव बनाए रखने के बादइस समय, एक वेल्डिंग चक्र पूरा हो गया है।
संदर्भ चित्र
![]()
आवेदन
पता
No. 538, Xingfu Road, Ind. East Zone, Chengdu, Sichuan, चीन
टेलीफोन
86-0731-8992312-11
ईमेल
test@maoyt.com