|
|
| ब्रांड नाम: | XWH |
| मॉडल संख्या: | D(N)B--100, D(N)B--160, D(N)B--200, D(N)B--250 |
| मूक: | 1 |
| मूल्य: | USD28000-USD38000 |
| पैकेजिंग विवरण: | Wooden Case |
| भुगतान की शर्तें: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
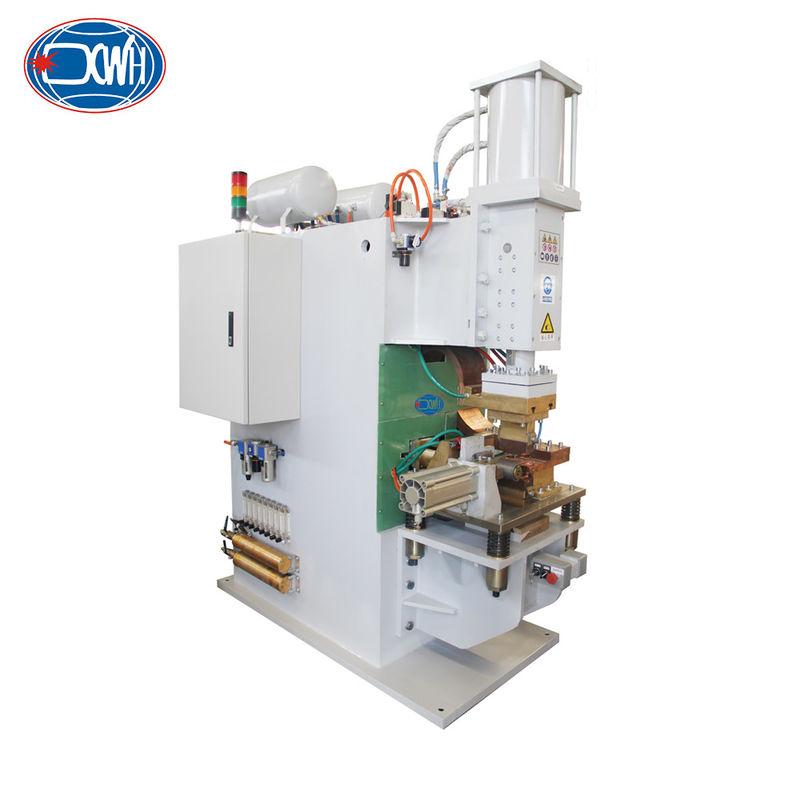
सिंगल फेज शॉक एब्सॉर्बर स्पॉट वेल्डिंग मशीन स्पॉट वेल्डर कीमत
उत्पाद का परिचय
शॉक एम्बॉस्चर वेल्डिंग मशीन को कार्बन स्टील के वर्कपीस की आवश्यकताओं को पूरा करने के लिए डिज़ाइन किया गया है।यह एक अनुकूलित स्थिर स्पॉट और प्रक्षेपण वेल्डिंग मशीन हैइस प्रकार की वेल्डिंग मशीन का व्यापक रूप से ऑटोमोबाइल विनिर्माण, घरेलू उपकरण विनिर्माण, शीट धातु प्रसंस्करण आदि जैसे क्षेत्रों में उपयोग किया जाता है।
तकनीकी मापदंड
| मॉडल/आइटम | डीएन ((बी) -100 | D(N) B-160 | D(N) B--200 | D ((N) B-250 |
| नाममात्र शक्ति (KVA) | 100 | 160 | 200 | 250 |
| शक्ति इनपुट ((V) | 3φAC 380V | 3φAC 380V | 3φAC 380V | 3φAC 380V |
| मैक्स. शॉर्ट सर्किट करंट ((KA) | 30 | 40 | 40 | 45 |
| अधिकतम बल (एन) | 6000 | 6000 | 10000 | 15000 |
| इलेक्ट्रोड की लंबाई ((एमएम) | 450 | 450 | 450 | 500 |
| कामकाजी स्ट्रोक (एमएम) | 80 | 80 | 80 | 80 |
| ठंडा करने की खपत ((L/min) | 20 | 20 | 20 | 20 |
| अधिकतम वेल्डिंग क्षमता ((एमएम) | 3.0 + 3.0 | 4.0 + 4.0 | 5.0+50 | 6.0 + 6.0 |
लाभ
1ऊपरी इलेक्ट्रोड को एक सिलेंडर द्वारा दबाव में रखा जाता है, जिससे दबाव समायोजन सुविधाजनक और सटीक हो जाता है।
2. एक वेल्डिंग प्रणाली का उपयोग कर एक ही समय में ब्रैकेट के दोनों पक्षों और ब्रैकेट की आंतरिक प्लेट को वेल्ड करने के लिए, कुल मिलाकर 10 वेल्डिंग प्रोट्रूजन के साथ,ऑपरेटर काम का टुकड़ा स्थिति निर्धारण उपकरण में रखता है, जो स्वचालित पोजिशनिंग वेल्डिंग प्राप्त कर सकता है और वेल्डिंग और वेल्डिंग गुणवत्ता के बाद वर्कपीस की सटीकता सुनिश्चित कर सकता है;
3. पोजिशनिंग फिचर्स को ताप कम करने के लिए जितना संभव हो उतना तांबे से बनाया जाना चाहिए;
4. प्रतिक्रिया गति को तेज करने के लिए एक प्रत्यक्ष सोलेनोइड वाल्व को अपनाना, ऊपरी दबाव सिर की परिचालन गति को काफी बढ़ाएं, और वायु प्रवाह हानि को कम करें;
प्रमुख संरचना
![]()
![]()
वेल्डिंग मशीनों का प्रयोग और रखरखाव
1जब वायु फिल्टर में पानी जमा हो जाए, तो पानी जमा होने के लिए इनलेट वाल्व को बंद कर दें।
2वेल्डिंग मशीन के प्रयोग के दौरान, वर्कपीस को वेल्डिंग मशीन के विभिन्न भागों के साथ यादृच्छिक रूप से स्पर्श या टकराव नहीं होना चाहिए।
3नियमित रूप से क्षतिग्रस्त घटकों का निरीक्षण और प्रतिस्थापन करें और समय पर पानी और हवा की नली को बदलें।
4वेल्डिंग टेबल को प्रतिदिन साफ किया जाना चाहिए और इलेक्ट्रोड सिरों को ट्रिम किया जाना चाहिए।
5पानी और हवा की व्यवस्थाओं का नियमित रूप से निरीक्षण किया जाना चाहिए ताकि रिसाव न हो; बांधने वाले भागों में ढीलापन की अनुमति नहीं है।
संदर्भ चित्र
![]()
![]()
![]()
पता
No. 538, Xingfu Road, Ind. East Zone, Chengdu, Sichuan, चीन
टेलीफोन
86-0731-8992312-11
ईमेल
test@maoyt.com